
1.1 Scope
Convection ovens are used in the preparation of food within the professional foodservice industry. Convection ovens can be fuelled by electricity or gas, and are typically used for roasting, baking and browning food. The effectiveness of the air flow within the oven cavity governs the quality and time of cooking. Convection ovens use forced air convection to transfer heat. Compared with natural convection, forced air convection ovens cook faster and create an even distribution of heat within the cooking chamber.
1.2 Definitions
Whether using an electrically fuelled heating element, or a gas-fired burner, the heat is transferred to the food by forced air convection. Forced air convection ovens deliver the air flow using electrically driven fans, which enable the circulation of the hot air within the cooking chamber.
Convection ovens contain either removable racks or wall mounted shelf hangers. The term ‘rack’ is used to cover both arrangements to simplify text within this document. Racks are typically designed to correspond with dimensions from the Gastronorm (GN) – fraction-sizing – specification. A 1/1 GN sized container is 530mm (W) by 325mm (L). Two 1/2 GN containers (265 x 325mm) fit in the footprint of a 1/1 GN, etc. The racks will vary in dimensions, and so are only suitable for certain sizes of containers (e.g., 1/1 GN or 2/3 GN). Gastronorm trays and pans come in standard depths (or height) of 20, 40, 65, 100, 150 and 200mm. The number of racks will vary depending on the size of the appliance.
Convection ovens are typically categorised into half (1/2 GN), full (1/1 GN), one-third (1/3 GN), one-quarter (1/4 GN) and two-thirds (2/3 GN) size models. They are classified by size and container capacity. The full, half, third, quarter, and two-thirds-size ovens are determined by the number of containers the oven can accommodate per rack position. The container capacity is based on the total number of containers each respective size of oven can accommodate. As an example, a half-size convection oven can accommodate one half of a 1/1 GN container (a single 1/2 GN container) per rack position, whereas a full-size convection oven can accommodate one 1/1 GN container per rack position. The one-third-size convection ovens can accommodate one 1/3 GN container per rack position. The quarter and two-thirds size models can respectively accommodate one 1/4 GN and 2/3 GN size containers per rack position.
Note – the U.S. baking tray size norm ‘sheet’ for full or half sheet, are also used within commercial catering. These trays are 25mm deep (outer dimension) with outer width and length dimensions for full sheet being 660mm (W) x 457mm (L) and for half sheet 330mm (W) x 457mm (L).
There exist tabletop and floor standing convection ovens. A tabletop unit is defined as a unit either placed on a table, any countertop location or stacked on another unit. Floor standing or freestanding convection ovens are available with short legs or castors. Floor standing units are displayed solely on the floor as a single independent unit.
Convection ovens are available in a range of different designs and efficiencies. The Energy Technology List (ETL) Scheme aims to encourage the purchase of higher efficiency products.
The ETL Scheme covers four product categories according to size:
- Convection ovens one-third-size 1/3 GN models.
- Convection ovens half-size 1/2 GN models.
- Convection ovens two-thirds-size 2/3 GN models.
- Convection ovens full-size 1/1 GN models.
The ETL Scheme covers two product-categories according to type:
- Convection ovens – Tabletop units.
- Convection ovens – Floor standing units.
Products listed on the ETL will be presented according to the above size and type categorisation.
To be eligible for inclusion on the ETL, products shall meet the requirements as set out below.
1.3 Requirements
1.3.1 Eligibility requirements
To be eligible, products shall:
- Be either electric (single/three phase) or gas fuelled.
- Be an electrically driven, fan-assisted oven.
- Have an appropriate Conformity Assessment mark.
1.3.2 Performance requirements
Eligible products shall meet the performance criteria set out in Table 1.1.
Table 1.1 Performance requirements for convection ovens
| Fuel | Maximum Energy Idle Rate (kW) |
| Electricity | 1.35 kW |
| Gas | 3.12 kW |
Suppliers shall report the following performance parameters for each model, which will be published on the ETL Product Search:
- Heating-up time (min:sec) and required energy consumption (kWh).
- Energy consumption (kWh) in idle mode.
- Energy consumption (kWh) in convection mode under load without humidity.
- Convection mode cooking efficiency (η).
1.4 Measurement and Calculations
1.4.1 Measurement standards
Both electric and gas products shall be tested according to BS EN 50733:2025. Since the BS EN 50733:2025 is focused entirely on electric products, for gas products the volume of gas consumed during each test should be measured and the RUI formulae in section 7.10.103 of BS EN 203-2-2-1: 2021 + A1: 2023 can be used to calculate the energy consumed in kWh corrected to standard conditions during the tests. The accuracy requirements for measuring equipment set out in Section 7.1.8 of BS EN 203-1: 2021 + A1: 2023 should be respected.
- BS EN 50733:2025: Electric forced convection ovens, steam cookers and combination ovens for professional use – Test methods for measuring performance.
- BS EN 203-2-2:2021+A1:2023: Gas heated catering equipment - Specific requirements - Ovens.
Products tested under the ETL testing process and the DIN 18873-4:2013 are accepted until further notice.
1.4.2 Testing processes
The products will be tested in different modes and conditions:
- Models shall undergo energy performance testing in the default mode set as the models are shipped while adhering to the standard test methodology.
- Models shall be tested empty and under loaded conditions while in convection mode.
- For the testing under load in convection mode, a specified amount of weight of saturated Hipor-Stones per grid are placed in the cavity of the model.
In order to be tested, 1/3 GN appliances are to be loaded with one 1/3 GN container per usable rack. Each 1/3 GN container should be loaded with a geometrically centred with thermocouple as shown in Figure 1.
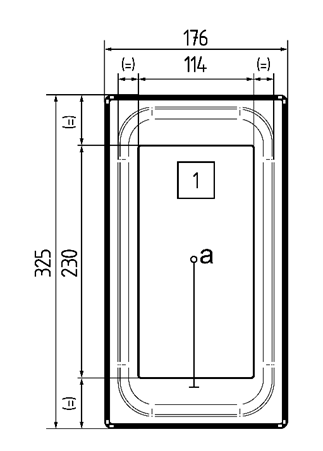
Legend
a. Thermocouple
Figure 1 – Bricks layout on 1/3 GN container and thermocouple position
1.4.3 Metric measurements
- The heating-up time (min:sec) for the product to reach a specific temperature level while operating in convection mode shall be recorded.
- The energy consumption (kWh) of the product shall be recorded in the varying load conditions while in convection and idle modes.
1.4.4 Rounding
For the avoidance of doubt, test data should be presented to 3 decimal points. For example the maximum idle energy of 1.351 kW for an electric product will be considered being above the threshold limit.
1.5 Verification for ETL Listing
Any of the following testing routes may be used to demonstrate the conformity of products against the requirements:
- In-house testing – Self-tested and verified or cross-checked by an independent body.
- Witnessed testing.
- Independent testing.
- Representative testing (see clause 1.5.1 below).
Further information regarding the first three routes can be found in the ETL Testing Framework.
1.5.1 Representative testing
Where applications are being made for two or more models that are variants of the same basic design, test data may be submitted for a single ‘representative model’ provided that all variants:
- Use the same fuel.
- Belong to the same size product category (i.e., full, half, or two-thirds size models).
- Can accommodate the same total number of containers (e.g., 4) of equivalent dimensions.
- Have the same rack dimensions (e.g., 1/1 GN).
- Have the same or less energy consumption values (kWh) while operating in idle mode.
It should be noted that:
- Models that are variants of the same basic design are defined as all professional oven equipment which belong to the same product family and are manufactured by a single manufacturer, with the same primary power or energy source. All physical and functional characteristics shall be identical. Aesthetic changes are acceptable as long as the energy consumption and performance are not impeded.
- If a manufacturer voluntarily removes the representative model from the ETL then other products linked with that representative model may or may not be permitted to remain on the ETL.
- If any product submitted under these representative model rules is later found not to meet the performance criteria when independently tested, then all products based on the same representative model will be removed from the ETL.
1.6 Conformity testing
Products listed on the ETL may be subject to the scheme’s conformity testing programme in order to ensure listed models continue to meet the ETL requirements.
1.7 Review
1.7.1 Indicative review date
This specification is scheduled to be reviewed during the 2028/29 review cycle.
1.7.2 Illustrative future direction of the requirements
The next technical review will consider amending the current performance thresholds from an absolute to an efficiency parameter for electric and gas fuelled convection ovens in light of the performance data collected during the intervening period.
The next review will also examine the potential use of idle rate limits based on the usable volume of ovens, as set out in BS EN 203-2-2:2021+A1:2023 (clauses 6.9.101 and 6.9.102), to replace the current volume-independent threshold.